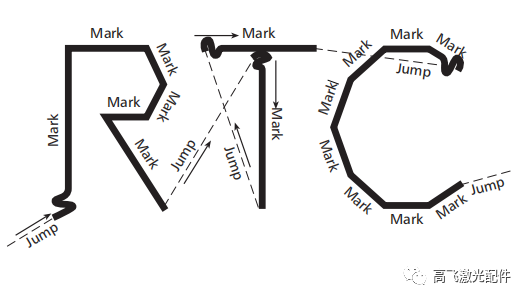
各项参数都比较好的标刻图像
一、对振镜控制的参数
激光打标软件里面,对振镜的控制主要体现在以下⼏个参数上:标刻速度、跳转速度、跳转延时和拐点延时。
1、标刻速度:指激光在⼯件上进⾏实际标刻时振镜的运动速度。当然大家都是追求速度快一点,但是速度快需要别的参数配合上才行。比方当激光器的出光频率低的时候,片面的追求标刻速度快,就会出现本来应该是打的一条线,结果出现是一些点组成的虚线,这是因为激光器是脉冲激光器,本来原来打出来的线就是密密麻麻的点组成的,你现在跑的速度太快了,就点与点之间的距离拉大了,导致变成虚线了。有人说,那这时候把激光器的频率提高不就行了吗?但是注意一点,当激光器的频率提高了,会导致激光器的占空比就高,激光器的峰值功率就低了(原因见之前写的这篇文章脉冲调Q光纤激光器的PWM、占空比、峰值功率、平均功率),这样打起来就没力气了,打不上字了。还有一些时候,把标刻速度提快虽然还是打出来线,也能看得见,但是发现线都歪歪扭扭的,并且振镜出现了啸叫异响等,说明振镜达不到这个速度,超出了振镜的性能。还有的时候,当提高打标速度的时候,因为激光器漏光,速度太快,出现一些本来不应该打标的地方出现了拖影,所以标刻速度要追求适度,要想提高标刻速度,办法就是:1、增大激光器的功率,2、购买高性能的振镜,3、消除一些影响振镜速度的干扰因素(如漏光等)
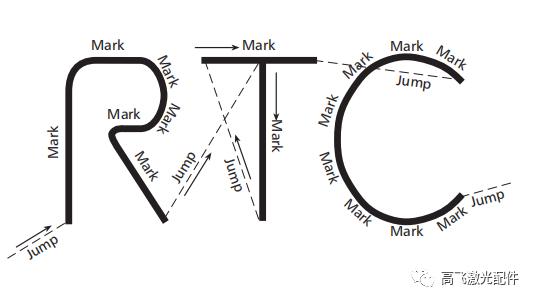
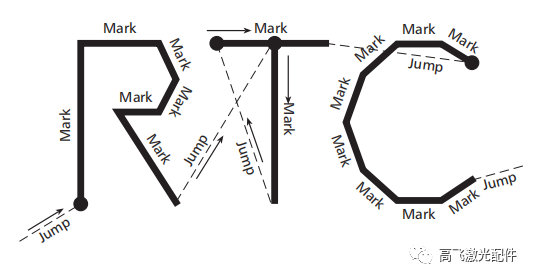
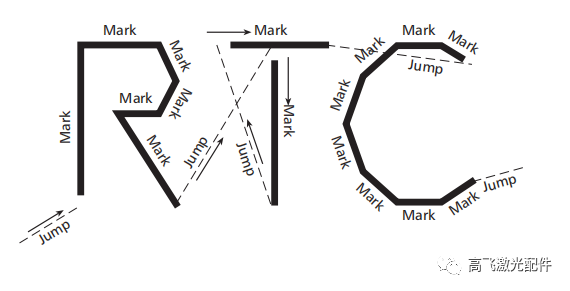
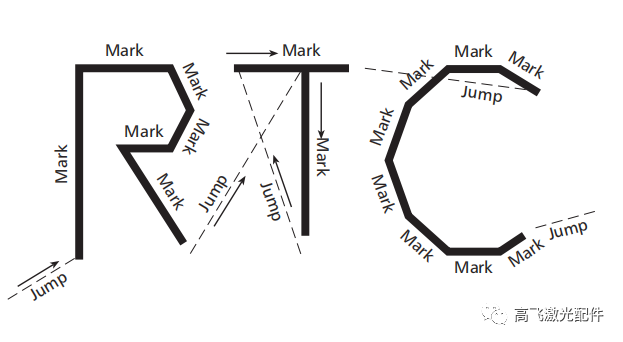
2、跳转速度:指在打标加⼯过程中,在每个笔画或图形之间进⾏转移(定位)时的速度。如果跳转速度过⼤,空笔画处理时间短,打标总时间减少,但会出现笔画相连的情况。如果跳转速度太⼩,空笔画处理时间长,打标总时间增加。下图中jump的位置就是需要跳转的地方,我们是希望跳转速度越快越好,但是我们在调试参数的时候,先可以跳转速度从小开始慢慢增大,当发现跳转速度达到某个值的时候,出现笔画相连或者有笔画相连的迹象了,这时候就要返回上一个较小的跳转值。总之就是跳转速度尽量快,但是不能盲目快。
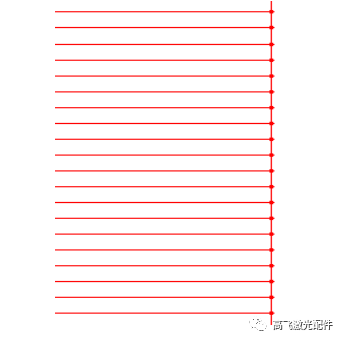
3、跳转延时:当空笔画最后⼀个指令给出后,由于振镜的滞后性,要过⼀段时间才能到达指定的位置,所以就要设定这个参数等待振镜到达指定的位置。如果参数太⼤,振镜已充分转到,并停留⼀段时间后才处理下⼀个笔画,这样就增加了打标时间。如果参数太⼩,振镜还未充分转到激光已经出光,笔画开始的地⽅就会出现散点。总之,我们是希望跳转延时越小越好,但是前提是不要在跳转之后的位置出现散点。
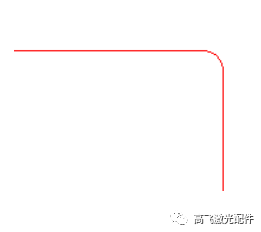
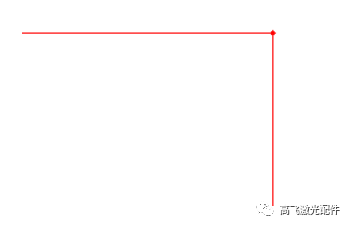
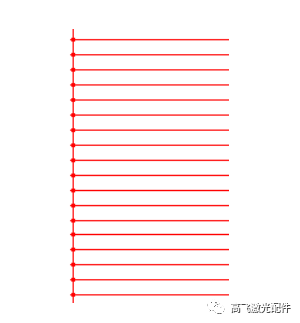
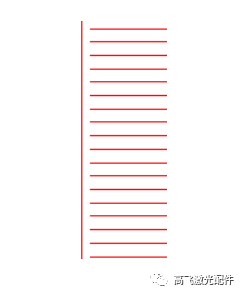
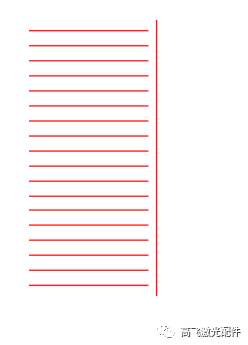
跳转延时有两个:跳转位置延时和跳转距离延时。调整步骤如下:将参数列表栏里的两个跳转延时(跳转位置延时和跳转距离延时)调节到 0,标刻上面的填充矩形,观察填充线的开始段和结束段,此时一般都会出现两端弯曲现象。标刻上面的填充矩形,观察填充线的两端,如果出现弯曲现象,则应加大这两个延时,直到弯曲现象不明显为止,这就是合适的参数值。
注:一般情况下,两个延时参数设置为在保证线条两头不出现弯曲的情况下的最小值,该值太大,虽然不会出现线条两头弯曲的情况,但会影响打标加工的效率;振镜头的性能越好,该值就可以设得越小。
跳转延时太小现象
4、拐点延时:⼀个笔画发出结束指令,下⼀笔画发出开始指令,中间⽆空笔画,这时由于振镜的滞后性,要过⼀段时间振镜才能到达指定的位置,这个时间就是拐点延时。如果拐点延时设置太⼤,振镜已充分转到,激光此时并没有停⽌出光,这时拐点会形成重点,并且增加打标时间。如果参数太⼩,振镜还未充分转到,就开始打标下⼀线段,拐弯的地⽅会出现圆弧。
拐点延时太短现象
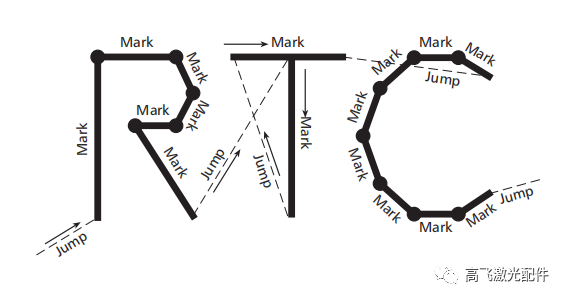
拐点延时太长现象
5、拐点抑制时间:抑制拐点处的能量。由于拐点处的拐点延时作⽤,会使拐点处有重点,拐点抑制时间设置合适便可以将重点去掉,数值越⼤,抑制掉的能量越多。
二、对激光器控制的参数
1、开光延时:⼀个笔画结束后,到另⼀个笔画的开始,由于存在着⾸脉冲问题,开始点会重点,出现火柴头的现象。延时激光打开时间,让振镜往前⾛⼀段距离,会避免此现象。如果开光延时太⼤,往前⾛得太多,激光才打开,会造成少笔的现象。如果开光延时太⼩,振镜往前⾛得太少,激光就打开,笔画开始点会出现重点。
开关延时过短的现象
开光延时过长的现象
2、关光延时:标刻结束时激光关闭的延时时间。设置适当的关光延时参数可以去除在标刻完毕时出现的不闭合现象,但如果关光延时设置太大会导致结束段出现“火柴头”。不能为负值。
关光延时太短现象

|


